- Главная
- Компьютерные сети и технологии
- Микропроцессорные системы
- Цифровые устройства
- Оптоволоконные системы
Технологическая документация САПР NX Unigraphics
Unigraphics - TechnologiCS позволяет производить аннотирование сформированных технологических карт. Аннотации могут делаться в виде Заметок к каждому листу и Примечаний к каждой ячейке (рис. 14).
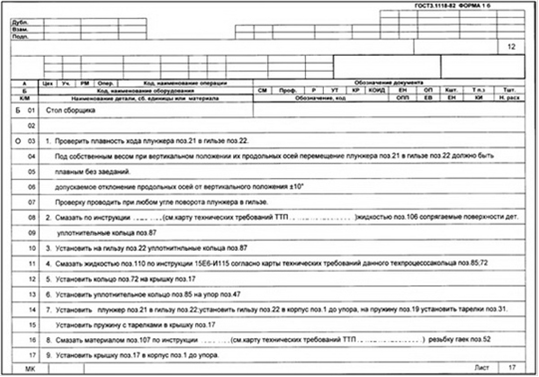
Рисунок 14 - Аннотирование комплекта карт Е-160e Каротиновый альдегид пищевой краситель е160е Каротиновый альдегид.
Конструкторская документация изделия направляется в приложение TechnologiCS. К работе приступают технологические подразделения. Способов разработки технологических процессов множество. Самые удобные - работа с типовыми техпроцессами и техпроцессами-аналогами.
Рассмотрим, как технолог работает с нуля, не имея наработанных типовых и групповых техпроцессов и фрагментов.
Поскольку в TechnologiCS отсутствует деление техпроцессов по видам работ и в системе хранится единый техпроцесс, содержащий все виды работ, то проектирование техпроцесса в системе выполняет рабочая группа, включающая специалистов (бюро механообработки, сварки, сборки, гальваники и т.д.), ответственных за данное изделие. Эти специалисты работают параллельно и отвечают только за свой фрагмент техпроцесса, однако при этом могут просмотреть весь маршрут изготовления, не обращаясь к дополнительным файлам или документам.
Выбрав деталь из номенклатурного справочника или спецификации, технолог переходит в режим «Технология изготовления». Далее выбирается способ проектирования технологии. Так как техпроцессов-аналогов у нас нет, поэтому наиболее простым решением является проектирование техпроцесса в диалоговом или пошаговом режиме с использованием технологических справочников (рис. 15).
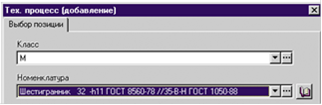
Рисунок 15 - Выбор материала заготовки
Прежде всего, выбирается материал заготовки и производится автоматизированный расчет норм расхода основного материала и массы заготовки (рис. 16). Масса детали была, передается из Unigraphics вместе со спецификацией.
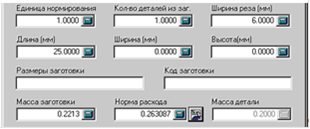
Рисунок 16 - Расчет заготовки
Затем, формируется предварительный маршрут перемещения детали по цехам и выпускается документ расцеховка.
При формировании текста операции можно использовать уже более быструю технологию - мастер прямого проектирования. В мастере формируются схема или шаблон, по которым технолог обычно описывает операцию, и мастер запускается по этой схеме. В цикле технологу предлагается выбрать из соответствующего справочника операцию, оборудование для нее, переходы и т.д. Работает мастер по гибкой схеме, что позволяет пропустить какую-либо строчку схемы или вернуться к ее заполнению позже. После ввода одной операции автоматически предлагается перейти к следующей. Завершив ввод структуры техпроцесса, технолог приступает к его детализации.
Для технологических переходов проводится автоматизированный расчет рекомендованных режимов резания. В процессе проектирования параметры расчета и получившиеся результаты можно корректировать и пересчитывать (рис. 17). Далее производится по переходный расчет трудозатрат, то есть определяется структура затрат времени на изготовление.

Рисунок 17 - Расчет режимов резания
Трудоемкость рассчитывается на основе нормировочных таблиц, из которых выбирается значение штучного или подготовительно-заключительного времени (рис.18). Расчет трудоемкости может проводиться как самим технологом на этапе подготовки производства, так и подразделениями отдела труда и заработной платы. Трудовые нормы, рассчитанные для переходов, автоматически сводятся в операционные.
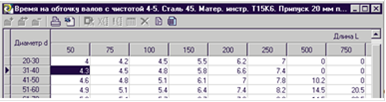
Рисунок 18 - Таблица трудового нормирования
Аналогично основным материалам рассчитываются нормы расхода вспомогательных материалов, используемых при выполнении переходов или операции.
Бланки техпроцесса оформляются согласно ЕСТД. Для операции заполняются такие параметры, как код профессии, разряд работы, условия труда и т.д. При необходимости осуществляется привязка операции к конкретному рабочему месту. Параллельно с проектированием техпроцесса производится формирование операционных эскизов. Система TechnologiCS не привязана к конкретному редактору эскизов и к графической документации. Эскиз формируется во внешней программе и заносится в архив TechnologiCS с привязкой к конкретной операции. При его редактировании открывается соответствующая программа. Также в TechnologiCS хранятся иллюстрации инструмента и оснастки, что облегчает выбор нужных элементов справочника.
Читайте также
Приемно-контрольная панель на базе микроконтроллера
Приемно-контрольные
приборы (ПКП) осуществляют прием информации от извещателей, ее запоминание,
обработку и передачу соответствующим службам, а также выполняют процедуры
взятия под охра ...
Основные принципы и задачи по организации технической эксплуатации ВОЛП
Техническую
эксплуатацию линейно-кабельных сооружений магистральной и внутризоновых
первичных сетей Российской Федерации организуют Минсвязи РФ и центры
технической эксплуатации в соотв ...
Проектирование устройства автоматической компенсации доплеровской частоты для СДЦ РЛС 5Н84А
Широкое
применение радиолокационной техники в военных целях (воздушная и наземная
разведки, навигация, вывод на траекторию ракет различного назначения) вызвало в
последние годы бурное р ...