- Главная
- Компьютерные сети и технологии
- Микропроцессорные системы
- Цифровые устройства
- Оптоволоконные системы
Автоматизация подготовки управляющих программ для станков с ЧПУ в САПР NX Unigraphics
Термины «обрабатывающий центр», «ЧПУ», «CAM-система» прочно вошли в жизнь производственников. Сейчас сложно найти такое предприятие, где бы ни применялись современные технологии высокопроизводительной обработки. В САПР NX Unigraphics реализованы инструменты для проектирования операций с ЧПУ, взаимодействия САПР ТП с CAM-системой и работы с инструментом[6, стр.42]. Если условно считать, что САПР ТП и CAM-системы имеют конечной целью описание последовательности действий, необходимых для изготовления изделия, то можно сказать, что они выполняют одну и ту же функцию. Хотя детализация этих описаний отличается, они в обоих случаях должны быть учтены системой управления производством. В данном свете САПР техпроцессов находятся в выигрышном положении, поскольку имеют интеграцию с системами верхнего уровня. Чаще всего применяют ручное программирование, хотя на предприятии ИП «Суслова» имеется ряд приложений для разработки управляющих программ. Кроме того, слабым местом имеющихся CAM-систем является недостаточное развитие библиотек инструмента: они обеспечивают работу самой CAM-системы, но в качестве единого корпоративного справочника оснастки выступать не могут. Именно поэтому в NX Unigraphics реализована концепция интеграции с CAM-системами. Взаимодействие данных систем состоит из следующих частей:
передача заявки на разработку управляющей программы (УП);
передача операции на разработку другому исполнителю;
использование CAM-системой Универсального технологического справочника для хранения оснастки, в том числе сборного инструмента;
передача разработанной операции из CAM-системы в NX Unigraphics;
передача штатными механизмами интеграции описания операции (трудовые и материальные ресурсы) из NX Unigraphics в PDM-систему.
Последовательность разработки технологического процесса с использованием оборудования ЧПУ будет выглядеть следующим образом. Когда технолог-программист определяет, что в технологическом процессе необходима операция, выполняемая на оборудовании с ЧПУ, он создает эту операцию и при необходимости описывает ее: указывает оборудование, инструмент, разрабатывает эскизы и тексты штамповки, рассчитывает режимы. Данное описание в последующем носит для технолога-программиста рекомендательный характер, и степень его детализации зависит от организации подготовки производства предприятия. На следующем шаге технолог-программист разрабатывает УП. Сам технологический процесс при этом может находиться в системе управления инженерными данными SIEMENS PLM, электронном архиве NX Unigraphics или на диске файл-сервера.
На следующем этапе технолог-программист запускает TechnologiCS -систему и работает с ней в обычном режиме с одним лишь отличием: при выборе оснастки он пользуется не встроенной в CAM-систему библиотекой инструментов вырубного станка, а Универсальным технологическим справочником. После этого проект CAM-системы экспортируется в XML-файл, который, в свою очередь, импортируется в технологический процесс, открытый в NX Unigraphics. Поскольку при разработке управляющей программы был использован Универсальный технологический справочник, то добавленная из него оснастка легко распознается в NX Unigraphics. Кроме оснастки в ТП могут передаваться тексты переходов и машинное время обработки. В заключение технолог-программист оформляет эскиз, необходимый для наладки станка. Эскиз может быть создан с использованием функционала CAD-системы или с помощью снимка рабочего пространства CAM-системы. На этом работа технолога-программиста в NX Unigraphics заканчивается.
Сохранение проекта CAM-системы и постпроцессированной управляющей программы осуществляется в PDM-системе или на файл-сервере. Впрочем, программу в G-кодах можно подключить и к технологическому процессу, если есть необходимость в ее ручном редактировании или выводе ее текста в карту кодирования информации (ККИ). Для редактирования применяется вкладка Программы ЧПУ (рис. 12), а в карту ККИ ее текст выводится стандартным механизмом формирователя карт. По окончании работы технолог-программист производит ее контроль, при необходимости нормирует или передает нормировщику.
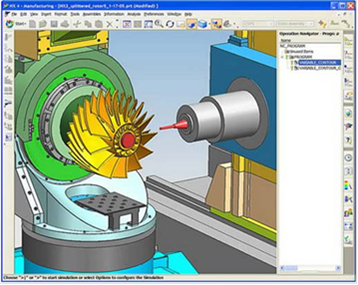
Рисунок 12 - Проектирование операций для станков с ЧПУ
На этапе нормирования машинное время дополняется вспомогательным и подготовительно-заключительным временем, что окончательно формирует норму времени на операцию. Интеграция такого уровня сделана для CAM-модуля системы Pro/ENGINEER, однако архитектура интеграции позволяет легко расширять ее для CAM-систем других вендоров. Организация такого взаимодействия CAD-, CAM-, PDM- и CAPP-систем позволяет достичь синергетического эффекта за счет сокращения времени сквозного проектирования и повышения качества разработки технологических процессов для оборудования с ЧПУ.
В системе NX Unigraphics есть возможность просмотра и редактирования управляющей программы на специализированной вкладке. Также это можно сделать в отдельном окне с помощью Редактора управляющих программ (рис. 13).
Читайте также
Проектирование центра обслуживания вызовов
Целью
настоящей курсовой работы является получение знаний о принципах
функционирования современных центров обслуживания вызовов (ЦОВ) и навыков их
проектирования с применением известных ...
Параллельное развитие аналоговой и цифровой вычислительной техники
Вычислительная техника сегодня является важнейшим компонентом процесса
вычислений и обработки данных. Основой современной научно-технической революции
является бурное развитие средств об ...
Проектирование мультивибратора на трёх логических элементах серии КМОП
Генераторы
- специальные элементы цифровых устройств, предназначенные для формирования
последовательности электрических сигналов различной формы. Генераторы
обеспечивают работу цифровог ...