- Главная
- Компьютерные сети и технологии
- Микропроцессорные системы
- Цифровые устройства
- Оптоволоконные системы
Технологический процесс производства ИП «Суслова»
Рисунок 5 - Плита переходная
Пример изготовления детали 42.01/10 «Пуансон»:
· получение конструкторской документации и заготовки оператором (рис.6)
Рисунок 6 - КД в работу
· разработка маршрута обработки оператором
· подбор режущего и мерительного инструмента, приспособления
· установка и закрепление заготовки, выверка заготовки
· разработка упровляющей программы
%;M6;G54G90X10Y10S2500M3;H1Z1M8;
#1=0.5;Z-#1F350;[#1LE25]DO1;G42D1X0Y0;R0.3;Y35R0.3;Y52;X-66Y53R3;X-63Y51;Y51R0.3;Y52R1;Y65R0.3;Y65R0.3;Y53R0.3;;;;;X-30Y26R6;;;Y4;Y5;;G40X10Y10;
#1=#1+0.5;;G91Z0;G910;;
Примечание. Галтель R10 выполняется на универсальном оборудовании, так как её практически невозможно прописать в упровляющей программе вручную.
С целью высвобождения универсального оборудования можно прописать галтель САМ модулем Unigraphics. В этом случае оператор вычерчивает 3D модель детали, используя чертеж 2D (рис. 7).
Рисунок 7 - 3D Модель NX
Далее запускается мастер - процесс черновой фрезеровки, где выбирается область фрезерования. Затем задается вид обработки - фрезерование контура. Так же в этом модуле, ограничивается зона резания, и осуществляется подбор инструмента как из библиотеки, так созданный вновь. Опция «Генерировать траекторию инструмента» (рис. 8), позволяет Вам видеть траекторию инструмента и перемещения инструмента для каждой операции.
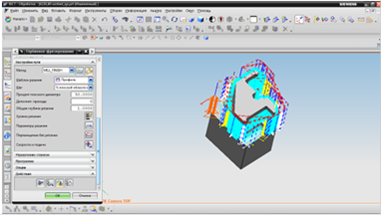
Рисунок 8 - Генерация траектории обработки
Опция «Симуляция удаления материала» (рис. 9) позволяет Вам визуализировать заготовку в процессе обработки.
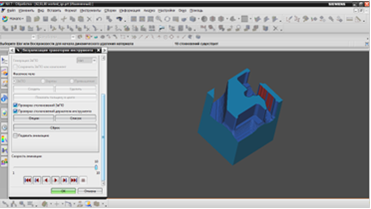
Рисунок 9 - Симуляция обработки
Генерация вывода содержит вывод программы на постпроцессор и создания цеховой документации. Постпроцессор преобразует универсальные внутренние данные о траектории инструмента в формат, совместимый с заданной комбинацией станка / системы ЧПУ. Для вывода на постпроцессор Вы должны иметь траекторию инструмента и постпроцессор. Для вывода на постпроцессор, операции должны содержать сгенерированные траектории инструмента. Каждая операция должна отображаться с символом состояния «Требуется вывод» (!) или «Законченная» (^). Цеховая документация может быть создана для оператора станка, сборщика и настройщика инструмента и других рабочих, которым необходимо иметь информацию о настройке обработки. Цеховая документация (рис. 10), может выводиться в тестовом формате или в формате HTML.

Рисунок 10 - Цеховая документация
· прогонка программы без снятия слоя металла
· корректировка программы при необходимости
· обработка заготовки по упровляющей программе
· передача заготовки ОТК
Читайте также
Применение пространственной фильтрации для улучшения радиоголографических изображений объектов, находящихся за препятствиями
В настоящее время активно развивается раздел науки, посвященный
радиовидению. Это связано с тем, что радиовидение может найти свое применение в
широкой сфере деятельности человека для об ...
Проектирование передатчика телевизионной системы на печатной плате
Телевизионный передатчик: совокупность специализированных технических
средств, применяемых в процессе телевещания (кроме источника сигнала и его
тракта, источника электропитания и энерго ...
Проектирование устройства автоматической компенсации доплеровской частоты для СДЦ РЛС 5Н84А
Широкое
применение радиолокационной техники в военных целях (воздушная и наземная
разведки, навигация, вывод на траекторию ракет различного назначения) вызвало в
последние годы бурное р ...