- Главная
- Компьютерные сети и технологии
- Микропроцессорные системы
- Цифровые устройства
- Оптоволоконные системы
Структура и функции АСУ ТП современного прокатного стана
Для обеспечения высокого качества проката системы автоматизированного управления процессами прокатки должны отвечать весьма жестким требованиям, которые, в свою очередь, обусловливают определенные требования к технологическому процессу прокатки и технологическому оборудованию. Требования к технологическому процессу включают, прежде всего, допустимые пределы изменения показателей качества исходной заготовки, а также энергоносителей и других материалов, используемых в процессе прокатки. Общими требованиями к технологическому оборудованию являются достаточная мощность, быстродействие и надежность, а также возможность установки, эксплуатации и обслуживания технических средств автоматизации. Автоматизация управления процессом прокатки обеспечивает увеличение доли проката высших категорий качества по геометрии и механическим свойствам. Достигаемое при автоматизированном управлении повышение скорости и темпа прокатки, сокращение времени настройки и перенастройки стана, а также сокращение времени простоев, вызванных нарушениями технологического процесса, повышает производительность прокатных станов.
Автоматизированное управление процессом прокатки существенно облегчает условия труда оперативного персонала прокатных станов и повышает его производительность, обеспечивает существенное сокращение расхода электроэнергии и топлива.
Структуру и принципы работы системы автоматизированного управления технологическим процессом прокатки рассмотрим на примере информационно-управляющей системы непрерывного широкополосного стана (НШС) горячей прокатки.
Цель автоматизации сложного металлургического агрегата, каким является непрерывный широкополосный стан - обеспечение независимости качества проката и производительности стана от обслуживающего персонала. При этом должны предотвращаться перегрузки оборудования, а затраты на обслуживание при полном использовании оборудования должны поддерживаться на минимальном уровне. Необходимо предусмотреть возможность использования более низких уровней автоматизации, т.е. должна обеспечиваться возможность частичного или полного ручного управления станом.
В соответствии с ГОСТ 24.103-84 АСУ ТП прокатного стана должна функционировать в следующих режимах:
• в информационно-советующем режиме, при котором средства вычислительной техники вырабатывают и выдают оперативному персоналу рекомендации по рациональному управлению процессом
• в комбинированном режиме, при котором средства вычислительной техники автоматически изменяют уставки и параметры настройки локальных систем регулирования;
• в режиме прямого управления, при котором средства вычислительной техники обеспечивают непосредственное управление исполнительными устройствами.
АСУ ТП современного широкополосного стана горячей прокатки осуществляет автоматизированное управление технологическим процессом, начиная от взвешивания слябов перед нагревательными печами и заканчивая маркированием рулонов на конвейерах моталок. На рис. 2.1 приведена функциональная блок-схема такой системы для стана, выдающего продукцию в виде рулонов.
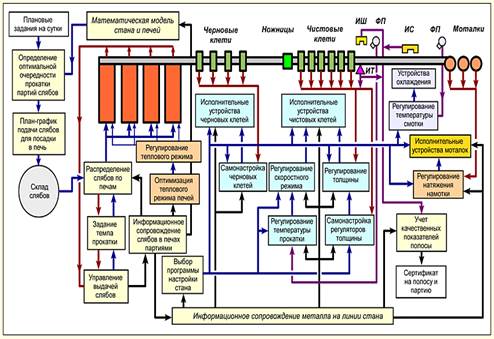
Рисунок 2.1 Информационно-управляющая система непрерывного широкополосного стана горячей прокатки
Читайте также
Разработка конструкции и технологии производства охранной сигнализации на 8 объектов
Цель курсового проекта - разработка конструкции и технологии изготовления
охранной сигнализации на 8 объектов.
Исходные данные для разработки: задание на курсовое проектирование,
прин ...
Проектирование РЭА
При конструкторском проектировании РЭА (радиоэлектронной
аппаратуры) решаются задачи, связанные с поиском наилучшего варианта
конструкции, удовлетворяющего требованиям технического задан ...
Проектирование цифрового устройства для реализации типовых микроопераций
Разработать функциональную и принципиальную схему операционного
устройства исходя из основных параметров по вариантам.
Также требуется предоставить блок схемы алгоритмов выполнения опе ...