- Главная
- Компьютерные сети и технологии
- Микропроцессорные системы
- Цифровые устройства
- Оптоволоконные системы
Требования к неразъемным соединениям ОВ. Подготовка ОВ к сращиванию. Способы сращивания ОВ
оптический кабель подвеска опора
Требования к неразъемным соединениям ОВ
Важнейшей технологической операцией при монтаже ОК является сращивание ОВ, которое должно удовлетворять требованиям эксплуатации ВОЛП. Необходимо, чтобы эксплутационная надежность стыков ОВ была не ниже, чем самих ОВ. Соответственно, соединение ОВ должно обладать достаточной механической прочностью, возможность возникновения дефектов в волокнах при подготовке концов ОВ к соединению и при их сращивании должна быть сведена к минимуму. Дефекты, практически не ухудшающие оптические характеристики ОВ на период монтажа линии, в дальнейшем из-за усталостного разрушения волокон в процессе эксплуатации ВОЛП могут развиться и привести к повреждению в месте стыка ОВ.
Качество соединения ОВ определяется вносимым затуханием (потерями мощности оптического излучения). Известно, что величина потерь в месте стыка ОВ зависит от параметров соединяемых волокон и уровня технологии, выбранной для сращивания ОВ. В частности, потери определяются геометрическими размерами ОВ (диаметром сердцевины), числовой апертурой и их отклонениями, а также профилем показателя преломления. Кроме того, потери обусловлены наличием зазора между торцами соединяемых волокон, осевым и угловым смещениями осей сращиваемых ОВ, деформацией сердцевины при сварке, загрязнением сердцевины, образованием пузырька газа, качеством подготовки торцов соединяемых ОВ.
Возможные дефекты, влияющие на величину вносимых потерь стыка ОВ, показаны на рис. 8.
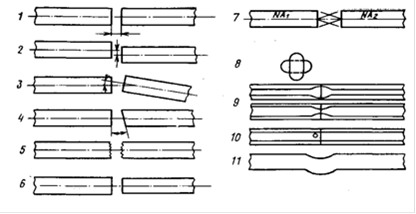
Рис. 8 - Дефекты на стыке ОВ: 1 - зазор; 2 -осевое смещение; 3 - угловое смещение; 4 - непараллельность торцов; 5 - шероховатость торцов; 6 - различие диаметров сердцевин; 7 - различие числовых апертур (показателей преломления); 8 - некругость; 9 - изменение диаметра сердцевины в месте сварки; 10 - образование газового пузырька, загрязнение; 11 - образование микроизгиба
Подготовка ОВ к сращиванию
Процесс подготовки ОВ к сращиванию включает в себя операции снятия первичного защитно-упрочняющего покрытия волокна и скалывания для получения хорошо обработанной торцевой поверхности волокна, а также обтирку зачищенных концов мягким материалом, пропитанным спиртом. Никакая другая жидкость для обтирки применяться не должна.
В оптических кабелях, выпускаемых отечественными и зарубежными фирмами, используются ОВ с эпоксиакриловым и акриловым защитным покрытием. Защитное покрытие снимается в основном механическим способом при помощи специального инструмента, который получил название стриппер. На рис. 10.2 показана последовательность операций снятия защитного покрытия с ОВ при помощи стриппера американской фирмы "Ripley Сompany". Аналогичные по назначению стрипперы выпускаются рядом других фирм.
Перед снятием защитного покрытия стриппер и ОВ обязательно протираются спиртом. Жесткие защитные покрытия необходимо предварительно размягчить при помощи специальных размягчителей. Стрипперы настраиваются и регулируются на заводе-изготовителе и не требуют испытаний и проверок.
Чистота поверхности ОВ перед сваркой играет очень важное значение. Нагретый до температуры свыше 480°С кварц активно вступает в реакцию с жирами и другими веществами, загрязняющими близлежащую поверхность. Образующаяся стеклянная корка легко растрескивается, что может привести изделие в негодность. Посторонние примеси, частицы на поверхности свариваемого ОВ могут стать центром развития процесса расстекловывания, что значительно снизит прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей воздуха в месте сварки, и других включений, что увеличивает вносимые потери на стыке. Поэтому зачищенные концы ОВ тщательно протирают чистым материалом, смоченным спиртом. На поверхности ОВ нельзя также допускать наличие трещин, которые могут возникать при снятии покрытия, так как они уменьшают прочность места сварки.
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей или комбинации этих нагрузок, вызывающих рост трещины и облом световода в данном месте. Торцевая поверхность должна быть плоской, гладкой и перпендикулярной оси ОВ. При скалывании поверхность торца может быть зеркальной (давление резца оптимально и диаметр ОВ близок к номинальному), с ребристой и волнистой зонами (не подобрано давление резца на ОВ либо диаметр ОВ отклоняется от номинального значения), иметь небольшой выступ (отклонение диаметра ОВ от номинального). Зеркальная зона обеспечивает наилучшие условия для соединения ОВ, ребристая зона характеризует область, где трещина начинает разветвляться, волнистая является промежуточной между двумя первыми (рис. 10).
Читайте также
Назначение и виды ударно-контактных извещателей
Извещатели
ударно-контактные формируют тревожное извещение при
нормированном ударном воздействии на контролируемую поверхность охраняемого
объекта. Они предназначены для обнаружения раз ...
Основные принципы и задачи по организации технической эксплуатации ВОЛП
Техническую
эксплуатацию линейно-кабельных сооружений магистральной и внутризоновых
первичных сетей Российской Федерации организуют Минсвязи РФ и центры
технической эксплуатации в соотв ...
Проектирование дискретного устройства
На современном этапе развития транспорта наблюдается бурный рост темпов и
объемов перевозок, особенно на железнодорожном транспорте в силу высокой
скорости и невысокой стоимости грузопер ...